



CNC數控對刀7大訣竅,終身受用! 
⑥這個新的坐標就是要找的第二把刀對應的工件原點的機床實際坐標,將它輸人到第二把刀的G5*工作坐標中,這樣,就設定好第二把刀的零點。其余刀與第二把刀的對刀方法相同。注:如果幾把刀使用同一G5*,則步驟⑤,⑥改為把z0存進二號刀的長度參數里,使用第二把刀加工時調用刀長補正G43H02即可。5、頂尖對刀法(1)x,y向對刀。①將工件通過夾具裝在機床工作臺上,換上頂尖。
2689
機械加工網 ??? 4年前
車身覆蓋件修邊模正側交刀結構研究 
從某種意義來講,修邊毛刺是沖壓生產主要缺陷之一,克服起來,比較困難。二十多年來,國內無數工程師孜孜不倦研究修邊間隙、刃口材料、數銑程序、刀塊基面、熱處理、導向精度、刃帶表面粗糙度等,使模具修邊質量有了很大的提高。但是,對于正側交刀來講,結構比較復雜,交疊不慎,修邊毛刺揮之不去。車身覆蓋件修沖模常用正側交刀結構,實現一序修切干凈,效率較高。為了修邊線連續、光順,正側交刀必然設置重疊段。
2770
FMMM ??? 4年前
生產制造 | NCSIMUL刀路仿真技術應用解析 
03NCSIMUL如何實現CAM刀路仿真? ▊一進入NCSIMUL軟件仿真界面,選擇下圖紅色方框的創建新項目。 ▊ 二通過安裝界面直接導入CAD的相關信息,包括零件、毛坯、夾具等模型以及CAD中的坐標系。
2989 4 2
海克斯康設計與仿真 ??? 1年前
數控編程課堂:兩步教你編寫數控宏程序 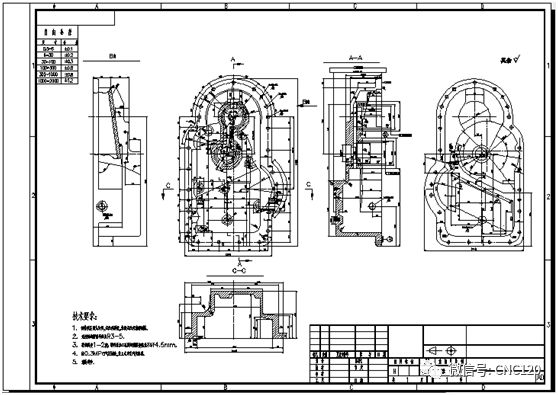
這個流程可以大幅度減少我犯錯的概率,讓我把做事情的難度降低好多倍。知道流程化的威力后,回到數控編程上面來,清風傳授大家一個兩步編寫宏程序的流程。兩步教你編寫宏程序第一步:設定確定變量關系在編寫宏程序前,不知道從哪兒下手,先別管其它的,復雜的事情簡單化,先從清風告訴的第一步開始,拿出筆和紙,設定變量,并找出各變量之間的關系,列出變量之間的數學算式。
3000 1
數控編程教學 ??? 3年前
生產制造 | ESPRIT EDGE智能自動避讓和刀路裁剪 
ESPRIT EDGE作為一款領先的CAM軟件,提供了兩種智能解決方案,輕松應對碰撞干涉挑戰,確保加工過程的高效與安全。本文將詳細介紹ESPRIT EDGE如何通過自動避讓和刀路裁剪功能,并利用更長刀具實現二次加工。 一、自動避讓功能對于配備五軸聯動功能的機床,ESPRIT EDGE的“自動避讓干涉碰撞”功能成為解決刀具刀柄干涉的利器。
2327
海克斯康設計與仿真 ??? 7月前
12條CNC加工經驗總結,什么才是CNC加工?
下面,讓我們來看看,一位有著十年CNC加工經驗的老司機,總結出來的十二條寶貴經驗....一、如何對cnc加工工序進行劃分?數控cnc加工工序的劃分一般可按下列方法進行:1、刀具集中分序法就是按所用刀具劃分工序,用同一把刀具cnc加工完零件上所有可以完成的部位。在用第二把刀、第三把完成它們可以完成的其它部位。這樣可減少換刀次數,壓縮空程時間,減少不必要的定位誤差。
2060
數控編程網 ??? 3年前
土壤剖面調查技術要點 
2月22日,第三次全國土壤普查的消息正式在中央一號文件里亮相,普查進入實地調查的時間越來越近。 第三次全國土壤普查,在業內多被稱為“三普”,距離“二普”開啟的時間1979年,已經時隔43年。40多年來,中國的城鄉社會經歷了最劇烈的變化,鄉野變成城市,機械馳騁于農田,全國的糧食產量從1979年的3.3多億噸,升到2022年的6.8多億噸,翻了一倍還多。
2794
礦山地質環境網 ??? 4年前
如何一句話證明你是機加工的! 
都是我創作的動力,期待你的加入如果說要你一句話來證明你是從事機械加工行業的,你會如何回答??下面來看看各個網友的神回復:網友一:上聯:柴米油鹽醬醋茶下聯:車銑刨磨鉆鏜锪橫批:文藝復興至今沒有女朋友網友二:要么交圖紙,要么交尸體網友三:機器出錯時,機械工程師是專業背鍋俠。老板只會問:“這是誰設計的?”
1911
模具設計UG編程教學 ??? 3年前
UG進給設置:如何在UG建立自動設置轉速進給的刀具庫,來看看編程效率如何提高N倍 
如何修改?
4018
張偉一 ??? 3年前
加工中心操機寶典,故障原因排除,你學會了嗎? 
加工中心的自動換刀裝置(ATC)有兩種常用類型的換刀方式: 一是刀具從刀庫中直接由主軸交換,適用于小型加工中心,刀庫較小,刀具較少,換刀動作簡單,出現掉刀等故障時容易發現并能及時排除。 二是依靠機械手完成主軸與刀庫上刀具的交換,從結構上和動作上看均屬于比較復雜的一種。
2138
機械加工網 ??? 4年前
航空發動機渦輪盤用拉刀刃口優化仿真 
這一現象出現的原因可能是溫度在刃口不同位置處的傳導較為均勻,相鄰區域的溫度基本不會出現較大波動;但由前刀面至后刀面的分析線所在的刃口區域,分別接觸工件材料的第二變形區、第一變形區和第三變形區,各個變形區對刀具所產生的應力可能存在較大差異,在應力數值上會存在波動的情況。
4366 2 2
NASA航天愛好者 ??? 2年前
什么樣才能算是CNC編程大師? 
2)余量,如太多則下一刀路負擔重,太少則可能過切。尤其是飛刀的余量更要注意,如D30R5的余量側邊留0.5mm底部留0.2mm即可。 3)切入切出,切出都可設成無,切入則設成兩個,第一選擇可設成水平圓弧,第二選擇設成斜向。 4)防踩刀,這通過設閥值來完成。
1968
金屬加工前沿 ??? 4年前
UG NX數控加工的參數設置大全,必看!
其一:無,它的意思為只切削腔,不去清壁,其二,在起點:刀具在下刀后先把壁清理完,然后再切削腔。其三,在終點:刀具在下刀后把腔切削完成后,到最后一刀把壁清理干凈,無論是“起點”清壁還是“終點”清壁,都是以層為單位,如果沒有“自動”清壁的情況使用在“終點”清壁。如果有“自動”清壁時優先使用“自動”清壁,“自動”清壁的意思是:系統給計算一個最適合清壁時清壁。
3880
張偉一 ??? 3年前
電線粗細與承載電流之間的關系 
而截面70、95則為二點五倍。從上面的排列可以看出:除10 以下及100以上之外,中間的導線截面是每兩種規格屬同一種倍數。
1960
機電安裝 ??? 3年前
基于Adams的汽車發動機蓋外板二次切斷廢料滑落研究 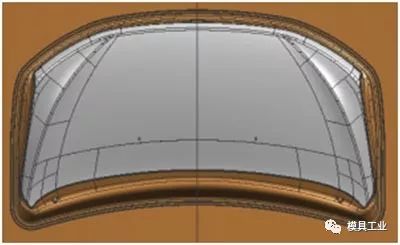
圖3 下模結構1.凸模 2.定位塊 3.二次切斷刀 4.廢料導滑桿 5.廢料擋板 6.下模座 從第二工序模具下模結構(見圖3)可看出,模具前側設計了廢料導滑桿及二次切斷刀,只有將一次切斷廢料順利導滑到二次切斷刀上,且二次切斷刀長度足夠時才能保證廢料二次切斷的順利完成。廢料能否順利滑落通過人工檢查存在一定的風險。
2132
擺渡人張 ??? 2年前
ZEMAX軟件應用專題:波前 (OPD) 怎麼算的 
讓我們在像面之前新增兩個面,第一個面的厚度給予設定求解 = Pupil Position,第二個面給予設定求解 = Pickup,設定為前一個面的厚度乘以-1。並指定第二個面的Radius為求解Pickup,一樣是前一個面的厚度乘以-1。第二個面就是我們所說的參考球面。
2511 1
w**elab86_Swsp ??? 3年前
數控車床螺紋編程切削,這下秒懂了!
二、普通螺紋刀具的裝刀與對刀 車刀安裝得過高或過低過高,則吃刀到一定深度時,車刀的后刀面頂住工件,增大摩擦力,甚至把工件頂彎,造成啃刀現象;過低,則切屑不易排出,車刀徑向力的方向是工件中心,加上橫進絲杠與螺母間隙過大,致使吃刀深度不斷自動趨向加深,從而把工件抬起,出現啃刀。此時,應及時調整車刀高度,使其刀尖與工件的軸線等高(可利用尾座頂尖對刀)。
2063
數控編程網 ??? 4年前
用UG和Mastercam之心得、功能比較、技巧,考慮清楚這八點 
二、3D曲面挖槽:Mastercam的開粗1、鑼銅公或公模,最好不要在工件里面下刀。Mastercam可以方便的選取一個點作為每次的下刀點,當然這個點在工件外,但也不要偏離工件太遠。Mastercam的這一功能設計得非常好,提刀少,效率高,且基本上可以保證下刀點在同一點,加工比較安全。
3525
模具設計UG編程教學 ??? 4年前
CNC數控 | 車床螺紋編程切削 
2、螺紋加工進刀量 螺紋加進刀量可以參考螺紋底徑,即螺紋刀最終進刀位置。 螺紋小徑為:大徑-2倍牙高;牙高=0.54P(P為螺距) 螺紋加工的進刀量應不斷減少,具體進刀量根據刀具及工作材料進行選擇。
2751
金屬加工前沿 ??? 4年前
數控車工必學技巧! 
,可適用于大批量長時間生產同一零件,其間關閉車床也不需要重新對刀。
1945
機械加工網 ??? 3年前
20條/頁 
 125
125 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
